 In some ways, history has repeated itself in heavy-duty diesel piston design. The industry has seen the older cast aluminum pistons replaced by articulated (steel crown and aluminum skirt). The articulated then evolved into the one-piece steel, and more recently into the friction-welded steel pistons that have the basic structure of the original aluminum piston. Cylinder temperatures, pressure, horsepower, and cleaner emissions were more than the aluminum alloys could contend with. Steel pistons are more robust and can withstand the rigorous demands required of the later model engines. Steel pistons also have much tighter tolerances and with less thermal expansion, allow for tighter clearances than aluminum pistons.
In some ways, history has repeated itself in heavy-duty diesel piston design. The industry has seen the older cast aluminum pistons replaced by articulated (steel crown and aluminum skirt). The articulated then evolved into the one-piece steel, and more recently into the friction-welded steel pistons that have the basic structure of the original aluminum piston. Cylinder temperatures, pressure, horsepower, and cleaner emissions were more than the aluminum alloys could contend with. Steel pistons are more robust and can withstand the rigorous demands required of the later model engines. Steel pistons also have much tighter tolerances and with less thermal expansion, allow for tighter clearances than aluminum pistons.




The aluminum pistons have had their share of manufacturing challenges. From heat plugs that limit erosion, single or dual Ni-Inserts are cast into the crown to improve ring lands and internal oil galleries to cool the piston crown.
So, how do you take the advancements of the previous designs and make them into a steel piston? That is the wizardry behind making steel pistons for heavy-duty diesel engines.

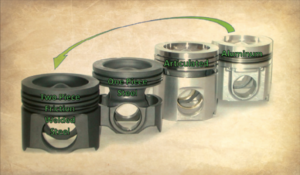
 Wizards and magicians never give up their secrets, but pictured above is a 10,000-foot view of how to go from a steel billet to a forged steel piston.
Wizards and magicians never give up their secrets, but pictured above is a 10,000-foot view of how to go from a steel billet to a forged steel piston.
And just to keep the contest fair, the magical abilities need to include an internal oil gallery inside the steel piston crown. The coatings on steel pistons mask a glitchy appearance, and when you look at the detail that goes into manufacturing them, you realize they are a work of art.
To start with, the forging dies need to be developed. Not overly impressive to look at, but if the forgings are too big it adds to machining time and wastes material. If the forgings are too small, well then you
 have created your first pieces of scrap metal.
have created your first pieces of scrap metal.
From there the machining processes start and the raw forgings and billets are rough turned. The piston skirts and crowns start to take shape.
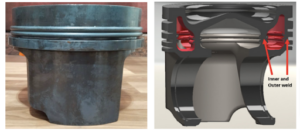
The rough-turned crowns and skirts are matched together. And again, this is where the magic comes into play.

 The crowns and skirts must be precisely engineered and manufactured so they are welded together.
The crowns and skirts must be precisely engineered and manufactured so they are welded together.
The skirt and crown are inserted into the fixtures of the inertia welding machine.
With the crown rotating and the skirt held firmly in place, the crown is then forced against the skirt creating the inertia weld. Machined tolerances of the skirt and crown, speed of rotation and applied force are all critical components for a successful weld.
Series of photos show the skirt and crown in the inertia welding machine
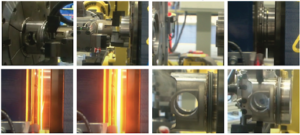
 Depending on the diameter of the piston, the welding process can take 40 to 45 seconds and reach temperatures as high as 1300°C!
Depending on the diameter of the piston, the welding process can take 40 to 45 seconds and reach temperatures as high as 1300°C!
Just to complicate this a little further, this is two welding processes at the same time. If these components and the welding process are not correct, the piston will fail the next quality inspection and you have created another expensive piece of scrap metal.
 After passing the inspection process the bottom of the pin bosses are machined and the rough piston is laser marked for identification.
After passing the inspection process the bottom of the pin bosses are machined and the rough piston is laser marked for identification.
The rough piston is then fixtured, and the finished machining processes begin. Through a series of rotating machine heads and cutting tools the outside diameter, ring lands (grooves) and piston crown are all completed in a matter of minutes.
The next inspection process digitally checks the skirt diameter, ring land diameters and root depth of the ring grooves, the crown height and profile. Electronic gauges assure accuracy and consistency to each specification. There is no “guess” work here, the piston either passes all parameters or it fails. The manufacturing process must be able to produce consistent results, or the process is flawed and useless.

 Piston profiles have different shapes that can only be determined with precise computer aided measurement equipment and processes. For example, the outside diameter of the crown can be machined differently than the landings below it, and the landing between the rings may be machined at varying angles. Also, most newer piston skirts are barrel shaped, where some older designs may have been tapered. The introduction of steel material (crowns and pistons) has allowed for much tighter clearances between the piston and cylinder wall due to far less thermal expansion compared to aluminum.
Piston profiles have different shapes that can only be determined with precise computer aided measurement equipment and processes. For example, the outside diameter of the crown can be machined differently than the landings below it, and the landing between the rings may be machined at varying angles. Also, most newer piston skirts are barrel shaped, where some older designs may have been tapered. The introduction of steel material (crowns and pistons) has allowed for much tighter clearances between the piston and cylinder wall due to far less thermal expansion compared to aluminum.
Having passed each of the inspection stages the piston is now nearing the final machining phases. The retainer (circlip) grooves are machined and verified.
The last step in the machining process, and arguably the most important, is the pin bore. What appears to be a straight bore through the piston for the piston pin is instead a very detailed and precise profile.



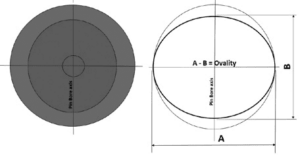

 The fitment of the pin to the connecting rod and piston is one that machine shops and technicians have scrutinized for years. Some piston pin bore profiles used in later model steel pistons have caused many to mistakenly believe the fitment is too loose. In actuality, many of the tolerances have gotten tighter, but the unique profile designs of piston pin bores can provide more lateral movement of the piston pin when installed in only one side of the piston, such as in the case of an “hourglass” shape profile. These profiles may also be asymmetrical, meaning the smallest diameter may not be in the middle of the bore, and cannot be accurately measured with a bore gauge or inside micrometers. The load from the connecting rod at the center of the piston pin can cause the pin to flex/distort.
The fitment of the pin to the connecting rod and piston is one that machine shops and technicians have scrutinized for years. Some piston pin bore profiles used in later model steel pistons have caused many to mistakenly believe the fitment is too loose. In actuality, many of the tolerances have gotten tighter, but the unique profile designs of piston pin bores can provide more lateral movement of the piston pin when installed in only one side of the piston, such as in the case of an “hourglass” shape profile. These profiles may also be asymmetrical, meaning the smallest diameter may not be in the middle of the bore, and cannot be accurately measured with a bore gauge or inside micrometers. The load from the connecting rod at the center of the piston pin can cause the pin to flex/distort.
The profile allows the piston pin to flex without scuffing or seizing to the piston. This is not due to a weakness of the pin but is instead the result of tremendously increased operating forces. The pin material, strength, hardness, and surface finishes have all evolved to meet the pressures/demands of these later model engines. The engineering capabilities to write the programs and produce a precision steel piston are talents that few manufacturers
 can master. Many of the tolerances of a steel welded piston are no longer measured in millimeters or thousands of an inch but are measured in microns µm (1 micron= .00000394″). One micron is one millionth of a meter. These are dimensions that cannot be produced or measured with common tools or machines.
can master. Many of the tolerances of a steel welded piston are no longer measured in millimeters or thousands of an inch but are measured in microns µm (1 micron= .00000394″). One micron is one millionth of a meter. These are dimensions that cannot be produced or measured with common tools or machines.
Once the pin bore profile has been checked the piston is ready for deburring.
Finished yet? Not even close, now onto more inspections, cleaning, phosphate coating, screen printing, laser marking, demagnification, and oiling. Manufacturing a piston is not for the impatient.
 Oops, sorry, the wizard seems to have gotten a little testy about disclosing too many secrets and has suddenly closed the doors to his workshop. Each wizard has their own method to this madness and that is what makes this entire process unique and interesting.
Oops, sorry, the wizard seems to have gotten a little testy about disclosing too many secrets and has suddenly closed the doors to his workshop. Each wizard has their own method to this madness and that is what makes this entire process unique and interesting.
It will be interesting to see what method and materials come out of the wizard’s fiery furnace the next time the doors open.

Steve Scott joined the service department at lPD in 1982, working with parts, service and sales for a variety of equipment, diesel, and natural gas engines. Since 2004, he has been the director of product development and technical support for lPD. For more information, email sscott@ipdparts.com.
If you’re an existing customer and already have a login, click here to find IPD quality parts.
If you would like to find an IPD distributor or become an IPD distributor, please fill out our form.