
 Dance, the movement of the body in a rhythmic way, usually within a given space. Everyone has heard of line dancing, but what about cylinder liners dancing? Yes, it’s a real thing. It may not be a full blown phenomenon like the “Boot Scootin’ Boogie” but cylinder liners have been known to dance to the rhythm of their own beat. In fact, these random “dances” are sometimes even the root cause of why a head gasket fails. A blown head gasket in the heavy-duty diesel engine is not unheard of, but what caused the failure might be a surprise.
Dance, the movement of the body in a rhythmic way, usually within a given space. Everyone has heard of line dancing, but what about cylinder liners dancing? Yes, it’s a real thing. It may not be a full blown phenomenon like the “Boot Scootin’ Boogie” but cylinder liners have been known to dance to the rhythm of their own beat. In fact, these random “dances” are sometimes even the root cause of why a head gasket fails. A blown head gasket in the heavy-duty diesel engine is not unheard of, but what caused the failure might be a surprise.
Head gaskets are commonly made by bonding layers of metal core and composite materials. The number of layers of each varies by application and manufacturer. The bonding agents may be chemical, mechanical, or a combination of both. As shown in the example below, the fire ring is surrounded by a fire wrap. The wire material is formed into a circle and welded to create the fire ring. The diameter of the wire and the weld are critical. The weld must be able to crush consistently with the wire, and the fire wrap must be flexible enough to crush without fracturing when the cylinder head is torqued in place. Tensile strength, creep relaxation, and crush resistance are all important properties in developing a quality gasket to meet the demands of heavy-duty diesel applications. There are also MLS (multi-layer steel) gaskets, which are strong but are less forgiving of surface imperfections and variances.

Head gaskets are designed by application to withstand the demand placed on them, but other components and conditions can increase the stress levels past the breaking point of the head gasket.
Just a few of the many reasons for a head gasket to fail are:
The failed head gasket shown below is from an ISX Cummins engine. The fire wrap on every cylinder is fretted (dance), cracked or burnt.
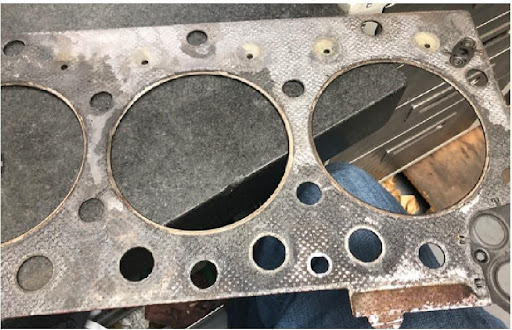
Closer inspection of the components found that every cylinder had surface damage to the cylinder head. This damage was caused by fretting, or movement of the liner(dancing) or head gasket. The head gasket had scrubbed into the head until the gasket could no longer seal. For the head gasket to survive, the upper and lower receiver bores of the cylinder block must be within specs to support the liner, the head bolts must maintain their torque value, and the liner protrusion must remain in spec. If any of these conditions change, the liner can start moving (dance), and the head gasket is doomed to fail.

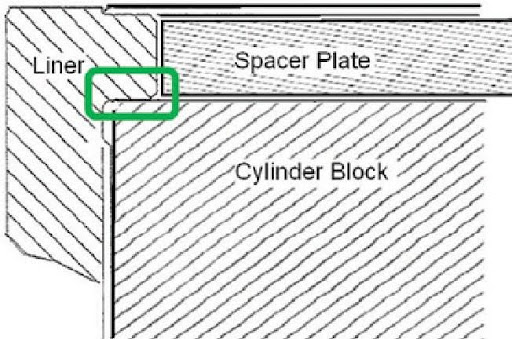
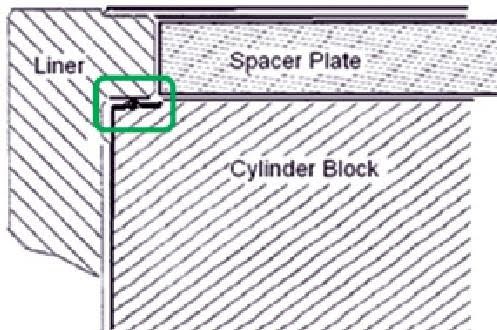
Many of the Car® engine models are “spacer-plared” engines, meaning that on top of the cylinder block is a spacer plate gasket, followed by a spacer plate, then the head gasket, and finally the cylinder head. The liner flange sits directly on the surface of the cylinder block. On non-spacer plated engines, the liner sits down in a counter bore of the block eliminating the need for the spacer plate gasket and spacer plate. “Parent bore” engines do not have replaceable liners and the head gasket sits directly on the block.

Whether the engine is spacer plated or non-spacer plated, one area that doesn’t get enough attention is the surface of the block that supports the liner flange. Journeymen technicians and machinists understand how critical this area is for properly supporting the cylinder liner, and for maintaining the positive seal of the head gasket. As an example, an OE specification for flatness on a Cat 3406 or C15 engine over the entire cylinder block surface must be within 0.10mm (0.004″) and cannot vary more than 0.05mm (0.002″) over any 150mm (6″) to 177mm (7″) section of the block’s surface, depending on the specific application. However, the specification for damage to the liner seat area is not more than .025mm (0 .001″} deep in localized areas and cannot be more than half the width of the seat. 0.001″ of an inch is not very much, in fact it’s less than the thickness of the paint we sprayed on this piece of aluminum.



These photos show the top of a worn cylinder block. There’s a noticeable ring worn around each of the cylinder bores. This block is in poor shape.
At a slightly different angle (pictured right), the damage is obvious (dance). The wear is well over the .025mm (.001″) in depth and covers more than 50 percent of the width of the seat for the liner.

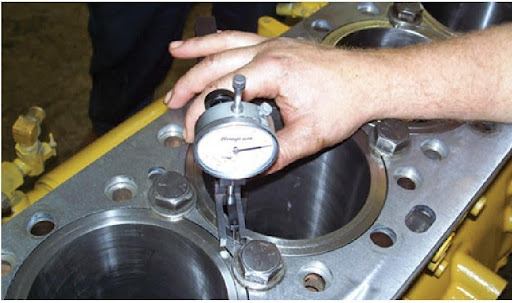
Fretting (dancing) or erosion generally destroys the milling marks on the block surface; however, technicians have reported to have measured blocks that drop off or raper, and the milling marks were still visible. It is always best to measure the block, and not just depend on visual inspection or on the liner protrusion. To help illustrate the point, we took a new cylinder liner and lapping compound, and roared the liner on this worn block surface just to see how a new liner would contact the block.

We were not trying to seat the liner, we just wanted to do enough to see a pattern. After removing the liner, the green arrows indicate the width of the worn area from the old worn liner flange (dancing). The red arrows indicate where the new liner is now making contact.


There were also areas where the new liner did not contact the block surface at all.
Unfortunately, until the engine is disassembled, and the liners are removed from the cylinder block, there is no way to know the condition of the block surfaces or bores. At this point, the engine owner or repair shop may not be prepared for the added expense and down time to repair the block properly and may decide to assemble the engine back as it is. In this case the liner would be supported only by a narrow ridge instead of the liner sitting firmly on a flat surface. Assembled in this condition, the ridge can be enough to hold the liner up so that the c is within the spec range.
However, if placed into service with the liner not seated firmly, the liner will begin to move (dance) under the operating forces of the engine. As that movement wears (dances) the components together, the liner will drop down reducing the liner protrusion and the clamping force on the fire ring of the head gasket. At some point the head gasket may no longer be able to maintain a positive seal, and through no fault of its own the head gasket will fail. In some instances, although the head gasket had failed, the liners and block may have worn together and the liner protrusion is still within specification. For example, a Cat C-15 liner protrusion or projection spec is 0.025-0.152mm (0.001-0.006″), a Cummins ISX is 0.18-0.30mm (0.007-0.0112″), so the liner can wear (drop}0.005″ and still be in spec, but the crush on the head gasket has been reduced. If a new head gasket is installed and torqued down on the lower liner protrusion regaining the proper crush on the head gasket the second head gasket may survive, but if it does, then this it is OT an indication that the first head gasket was defective, nor that the second head gasket was of better quality.
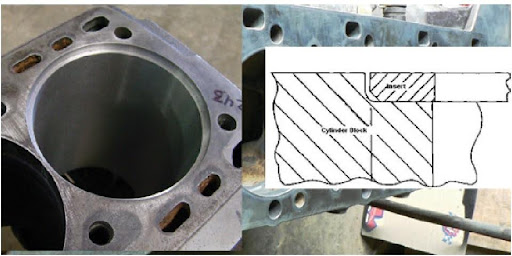
For a block to be repaired correctly, it may need to be resurfaced and/or machined. To repair the block, the damaged areas are cut out, and inserts are installed restoring the liner seat. Often, this can be done with the engine still in the chassis. The quality and fitment of the insert is critical. This is not a time or place to use cheap/low quality parts, nor a job for a machinist that does not know what they are doing. The insert must stand up to the same forces as the original cylinder block, and the fitment must support the insert. If the insert moves or crushes, you are right back in the same situation as before(dancing), but with more expense and less block material to work with for the next repair.
The photos and examples in this article are primarily from Caterpillar 3406 & Cl5 engines, but these same discussions do apply to many other engine designs. If you have a Cummins® ISX you may be interested in the “Another Surprise Inside Cummins ISX” article in the Engine Professional’s April-June 2022 publication.
What is the cause? Whose fault is it? It is easy to blame the parts, and sometimes it can be a defective part. Often a suspected failed part is the result of conditions the part was subjected to, and not the root cause. Taking the time to rebuild an engine properly (stop the dancing) is far less expensive than doing the job a second time.■

Steve Scott joined the service department at lPD in 1982, working with parts, service and sales for a variety of equipment, diesel, and natural gas engines. Since 2004, he has been the director of product development and technical support for lPD. For more information, email sscott@ipdparts.com.
If you’re an existing customer and already have a login, click here to find IPD quality parts.
If you would like to find an IPD distributor or become an IPD distributor, please fill out our form.


